Minden, amit a CNC-munkában való nestingelésről tudnod kell
A termelékenység minden sikeres CNC-műhely kulcsfontosságú eleme, és a CNC-eszközök a rendkívüli precizitás és az egyedi képességek mellett ezt is biztosítják. Ha a hatékonyság ésszerűsítéséről és a hulladék minimalizálásáról van szó, a nesting egy fontos folyamat, amellyel szintén tisztában kell lenned.
Itt van minden, amit tudnod kell a nestingről, és arról, hogyan használhatod fel a termelékenység növelésére és a CNC-munka során keletkező hulladék csökkentésére.
Mi az a nesting?
A nesting a szabászati és a cnc megmunkálások összevonásából létrejött technológia. Segítségével csökken a megmunkálásra és a munkadarab mozgatására felhasznált idő, ezzel együtt nagymértékben megnő a pontosság és az anyagkihozatal.
Hogyan működik a nesting?
Hagyományos technológiákban a tábla méretű alapanyagot felszabtuk nagyolt méretre, majd elvégeztük rajta a fúrásokat és marásokat egyenként.
A nesting ezeket a folyamatokat egy menetben végzi el, a tábla méretű alapanyagot méretre marja és elvégzi az alkatrészekhez tartozó fúrásokat, egyéb megmunkálásokat azok elmozdítása nélkül. Így kész alkatrészek kerülnek ki egyetlen felfogás, munkafolyamat segítségével.
Hogyan történik?
Az alapanyag mindig tábla jellegű. Nestinges CNC-nél fel lehet helyezni egy egész táblát, pl. egy laminált bútorlapot. Az ebből elkészítendő alkatrészt a Nesting optimalizáló szoftver minden más szabászati programnál jobb anyagkihozatali eredménnyel képes elhelyezni a vágástérképen.
Ezzel párhuzamosan a furatokat és egyéb marásokat is elvégzi a felületen. Így készül el egy felfogásból a vágás, fúrás és marás is.
Amellett, hogy a technológia önmagában automatizált, szoftveresen is könnyebben beilleszthető egy vezérelt üzembe.
Ahogy a megmunkálási folyamatok közül megspóroltunk egyet, a szabást, úgy a gyártás előkészítésben is elhagyhatóak feladatok.
Ha mélyebben elemezzük, kiderül, hogy milyen idő, anyag, energia megtakarítással számolhatunk a nestinges gyártás esetében. Meglepően nagy a különbség.
Előnyök:
nincs anyagmozgatás
nincs külön szabászgép (hely+idő)
jobb anyagkihozatal
egyszerűbb gyártáselőkészítés
önmagában automatizált (beadagolás/kiadagolás)
100%-ban számolható megmunkálási idő
tökéletes vágásminőség és pontosság
Hátrányai:
több tábla egyidejű szabása nehézkes
pici darabok megmunkálása odafigyelést igényel
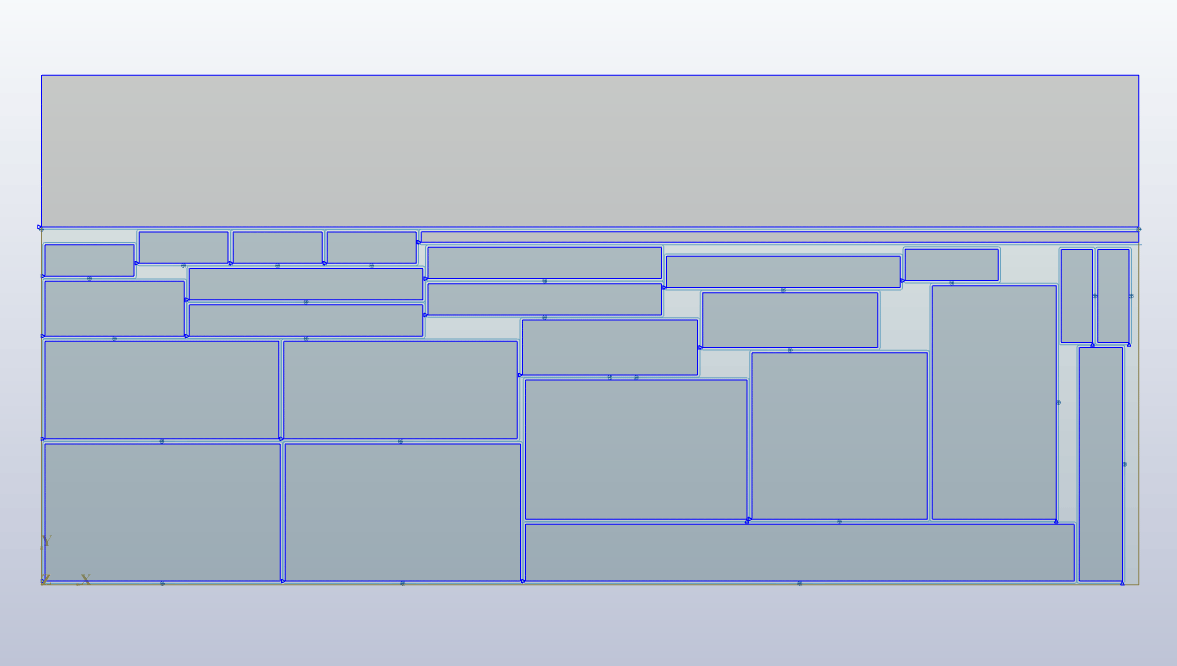
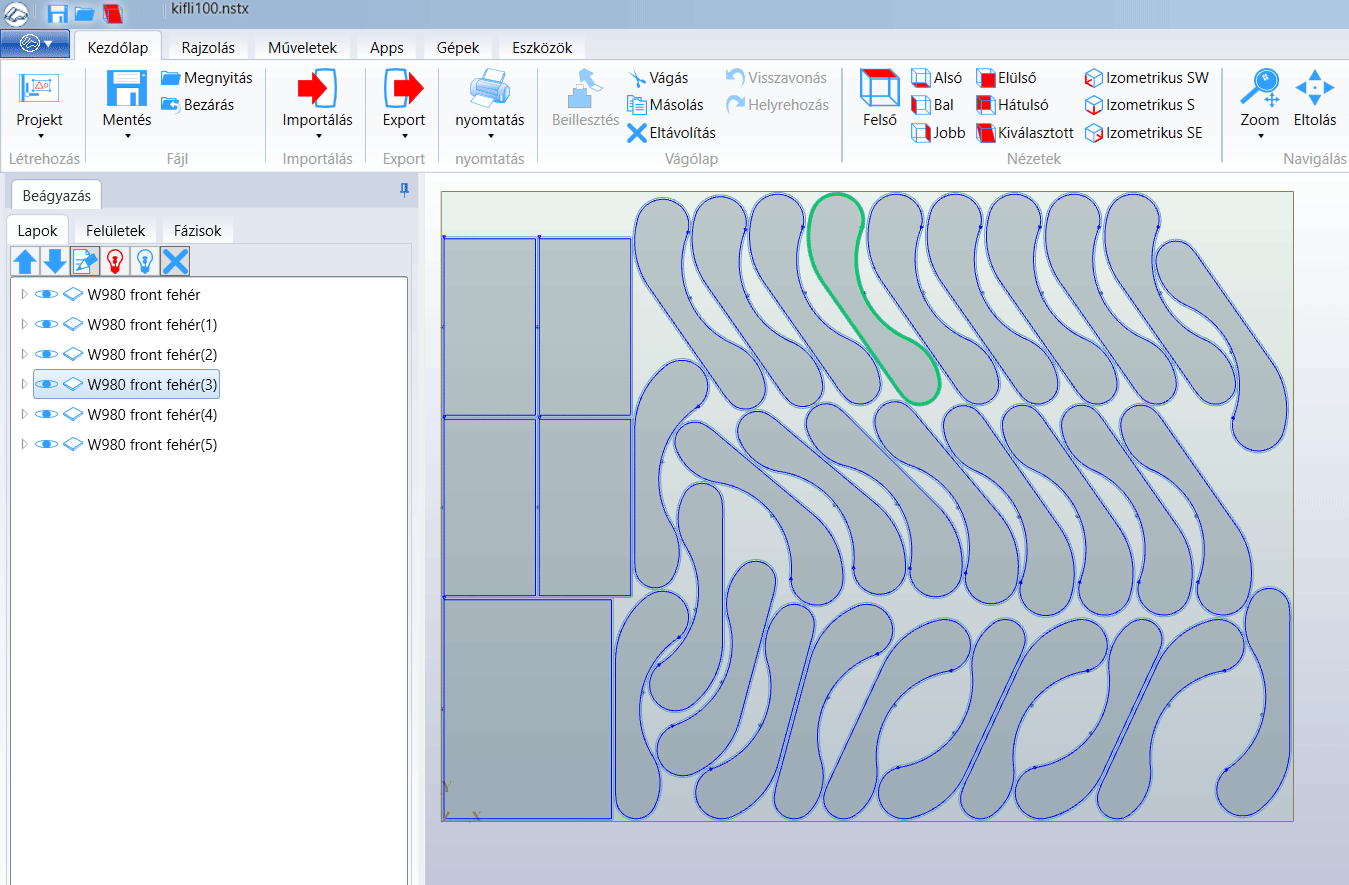
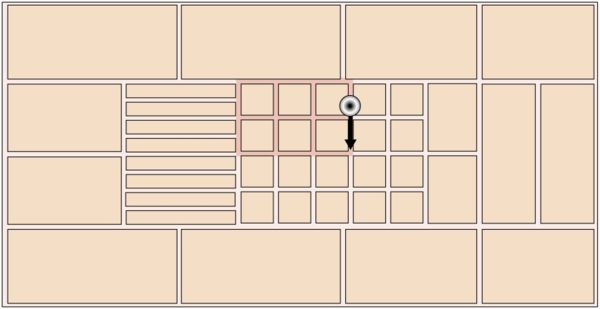
Téglalap alakú nestingelés maradékkalSzabad forma nestingelés
Nesting vagy szabászat?
Szabászat
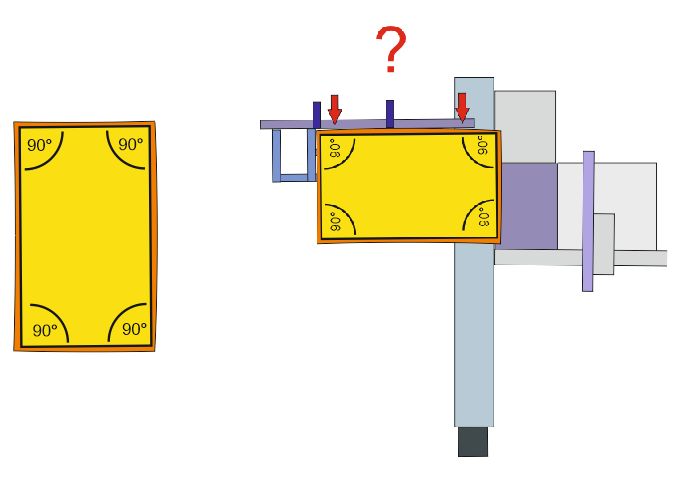
A táblából az alkatrészeket úgynevezett szabászméretre vágjuk. (Ekkor a vágott élek a táblában lévő feszültség miatt általában enyhén görbültek, így csak oldalankét egy-egy újabb vágás után alakíthatók ki egyenes és egymásra pontosan merőleges élek)
Szabászméret = készméret + 5-10 mm ráhagyás oldalanként
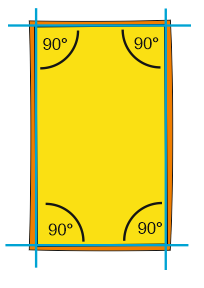
Formatizálás
A szabászméreten lévő alkatrészeket készméretre vágjuk. Az így kialakított élek egyenesek és egymásra merőlegesek. Ezek az alapkövetelmények ahhoz, hogy képesek legyünk jó minőségű, akár egymás mellé sorolható alak- és méretpontos bútorelemeket gyártani.
A NESTING technológia a klasszikus szabászattal szemben nem csak a szabászatot, hanem a fúrást* (CNC megmunkálást) is magába foglalja, így takarítva meg időt és helyet!
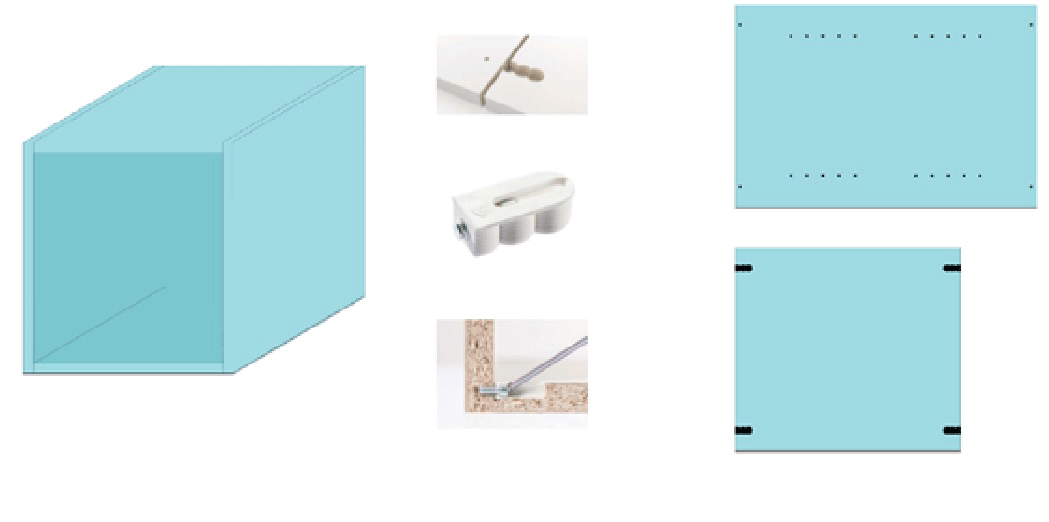
Nesting vasalatok
Nesting során lapfuratokat készítünk, melyekbe speciális ún. „Nesting” vasalatok illeszthetők, vagy ha hagyományos köldökcsapos sarokkötéseket szeretnénk az élfuratokhoz kiegészítő gép szükséges. (Ez akár tiplibelövős kivitelű is lehet.)
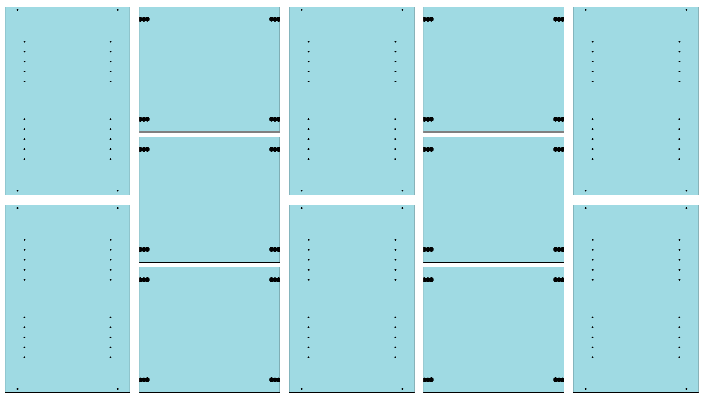
Nesting szabástérkép
A NESTING technológiához az élzáró gép másoló-letapogatói ún. NESTING kivitelűek kell, hogy legyenek.
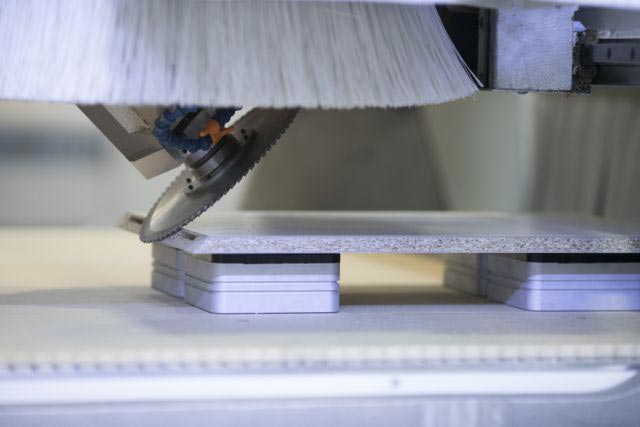
A "hagyományos" Nesting megmunkálásra kiváló példa az SCM Morbidelli x200 cnc megmunkáló központ.
Maximális rögzítés: magas minőség
Az X-Vacuum rendszerrel a vákuum a munkaasztal azon területén intenzívebb, ahol épp az adott alkatrész megmunkálása történik, ez pl. kisebb darabok esetén különösen hasznos.
Nem csak nestinghez
Bármilyen megmunkálás elvégezhető anélkül, hogy az alátétlemezt el kellene távolítanunk, köszönhetően a közvetlenül a mártírlapra helyezhető X-POD vákuumpapucsoknak és a JQX 5axis elektrotengelynek.
Gyorsabb más gépeknél
Az 50 m/min sebességű megmunkálás, a 60%-nyi fúrási időmegtakarítás az új kialakítású fúróegységnek köszönhetően, a rendkívül gyors (<15 sec.) szerszámcsere az új FAST szerszámtárból. Ezek a jellemzők teszik kiemelkedővé az X200/X400 család termelékenységét.
A Vitap "BAR Nesting" technológiája* azonban egy kicsit másik irányból közelíti meg a dolgot
* A Vitap szabadalom
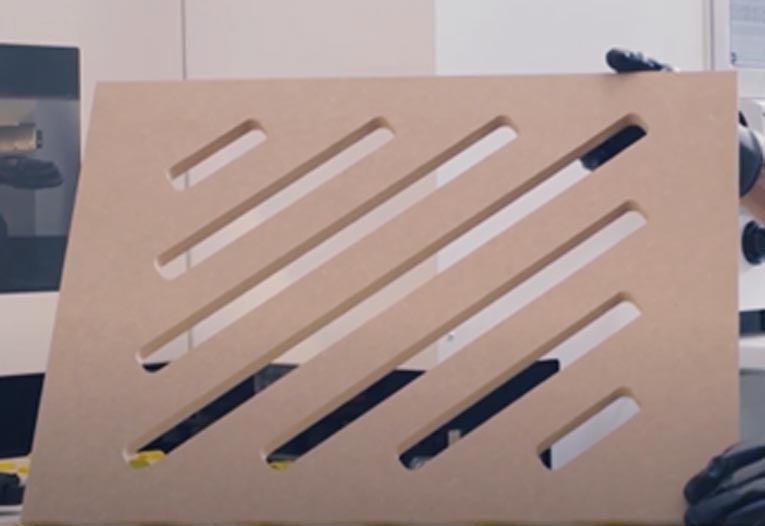
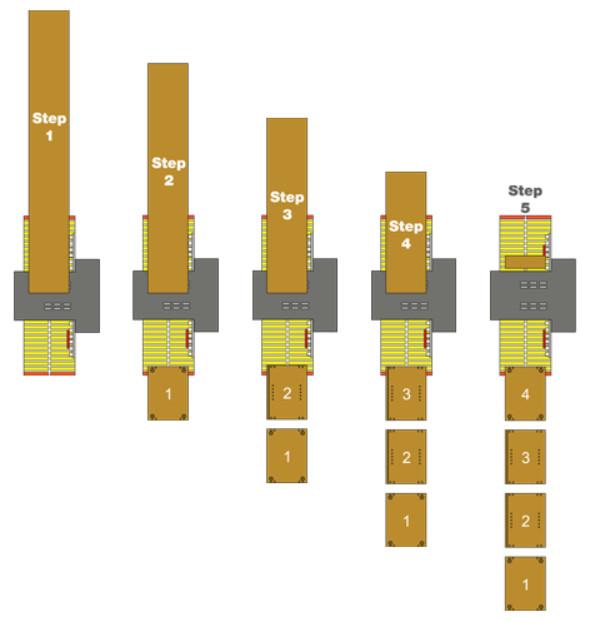
Az előszabott/felcsíkozott darabokat Nesting megmunkálással elvágja (körbemarja), lap- és élfúrja akár a munkadarab 4 oldalán......továbbá, különböző kivágások, profilmarások elvégzésére is képes.
Például egy 5 darabra vágandó előszabott táblát (csíkot), egyesével „leszab” (akár körbe is mar) és azokat egyenként megmunkálja.
Ennek végeredménye egy akár percek alatt elkészülő bútor korpusza.
A Bar Nesting minimális helyigénye miatt kisebb üzemekben is tökéletesen funkcionál.
Ezzel a technológiával, akár a nagyüzemekkel is felveheted a versenyt.
Egy ember is képes működtetni, hiszen nem kell egy egész táblát mozgatni.
Sokkal olcsóbb és fenntarthatóbb egy hagyományos cnc-nél.
A Bar Nesting technológiára nem is lehetne jobb példát felhozni, mint a Vitap K2 2.0 cnc megmunkáló központot
A Vitap Point K2 2.0 a numerikus vezérlésű faipari gépek evolúcióját képviseli, 4 gép funkcióit foglalja magába: daraboló-, profilozó-, fúró- és maró-nesting egységet.
A Point K2 2.0 egyedi tulajdonságai között megtalálható a szabadalmaztatott DDT „DDT Double Dynamic Transport®️” (Kettős dinamikus alkatrész előtolás), ami a két megfogócsipesz alkalmazásával egy stabil, pontos panel mozgatást eredményez.A Point K2 2.0 egy új, 4 pozciós automata szerszámtárral szerelt és max. 1250 mm széles panelek megmunkálására alkalmas.
A kettős csipeszes előtolórendszer miatt nincs szükség vákuumpapucsokra, sem kontraprofilokra. Ezzel is gyorsítva a gyártást és csökkentve a költségeket.